研究開発R&D

- 研究開発
- 研究開発
- 会社紹介
- 製品紹介
- 研究開発
- メディアセンター
- 募集
- 研究開発
研究開発
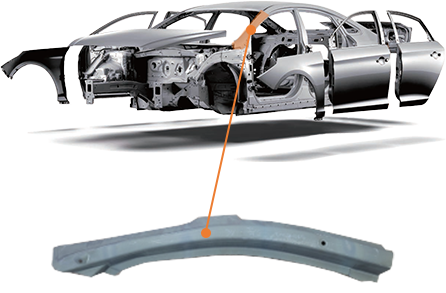
- 1.8GPa級Side Sill成形
- Hot Forming & Piercing
- Hybrid-warm DrawingアルミニウムDR INR成形
- 熱処理後Insert Steel座面自動化研磨
電気自動車プラットフォーム用難成形素材熱応用成形技術開発
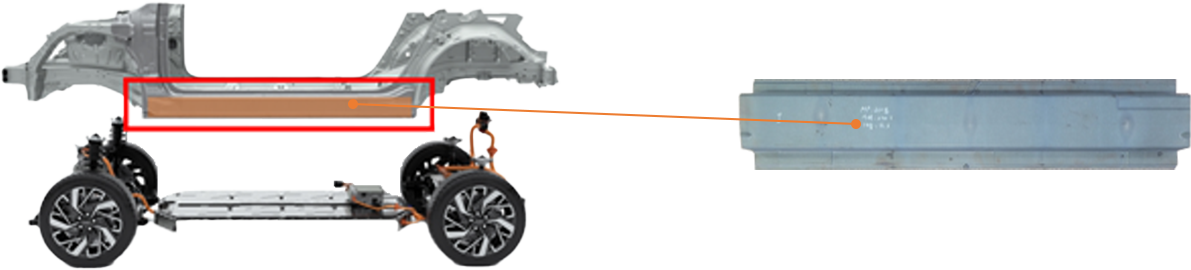
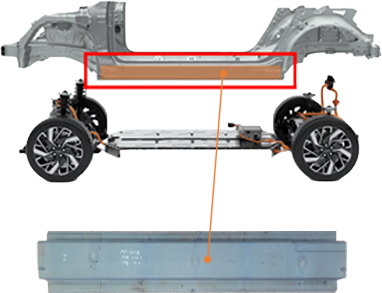
| Side Sill (1.8GPa Hot-Stamping) |
|
|---|---|
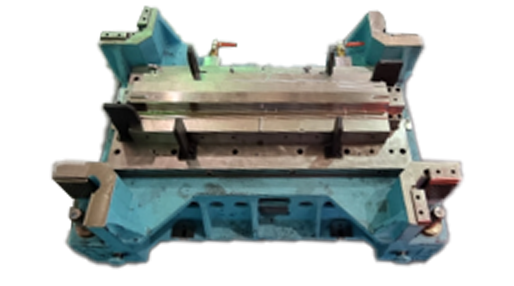
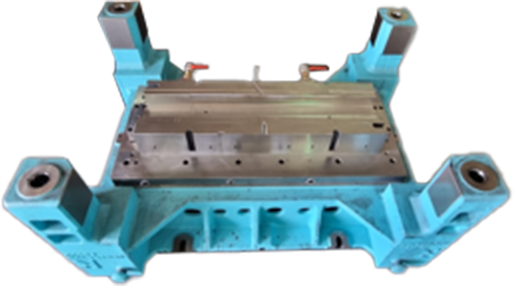
| Hot-Stamping金型/成形技術 | 超高強度熱間成形が要求される技術 |
|
- ホットスタンピングは高温成形とQuenching(焼入れ - 冷却)を同時にでき、 部品の硬度と 強度が増加 - 車体下部に位置、側面衝突時のドライバー/乗客およびバッテリーを保護 |
- 金型素材熱衝撃信頼性評価 - 金型構造最適化 - 熱間成形工程開発 |
| Side Sill (1.8GPa Hot-Stamping) |
|
|---|---|
| Hot-Stamping金型/成形技術 | |
|
- ホットスタンピングは高温成形とQuenching(焼入れ - 冷却)を同時にでき、 部品の硬度と 強度が増加 - 車体下部に位置、側面衝突時のドライバー /乗客およびバッテリーを保護 |
|
| 超高強度熱間成形が要求される技術 | |
|
- 金型素材熱衝撃信頼性評価 - 金型構造最適化 - 熱間成形工程開発 |
|

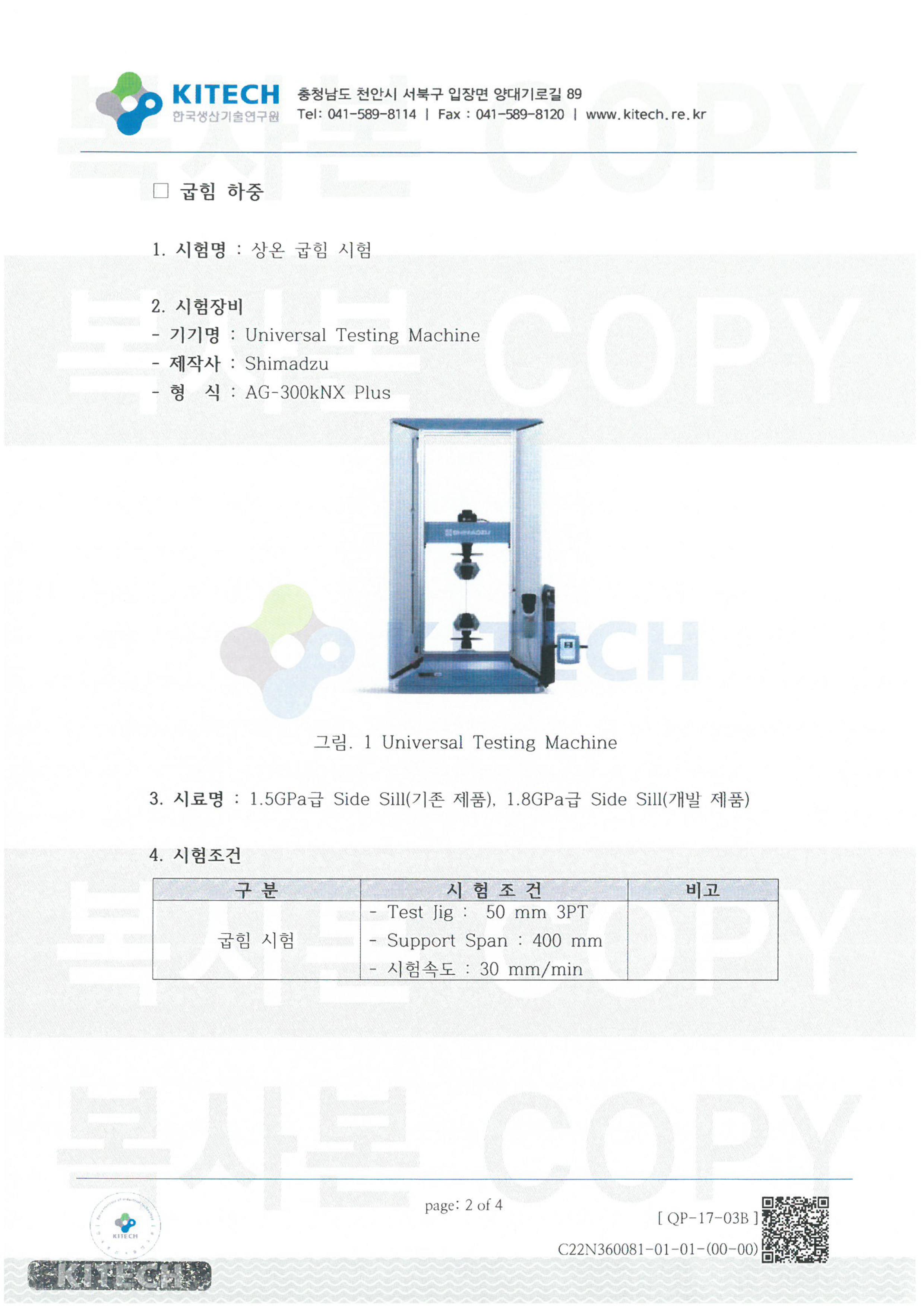
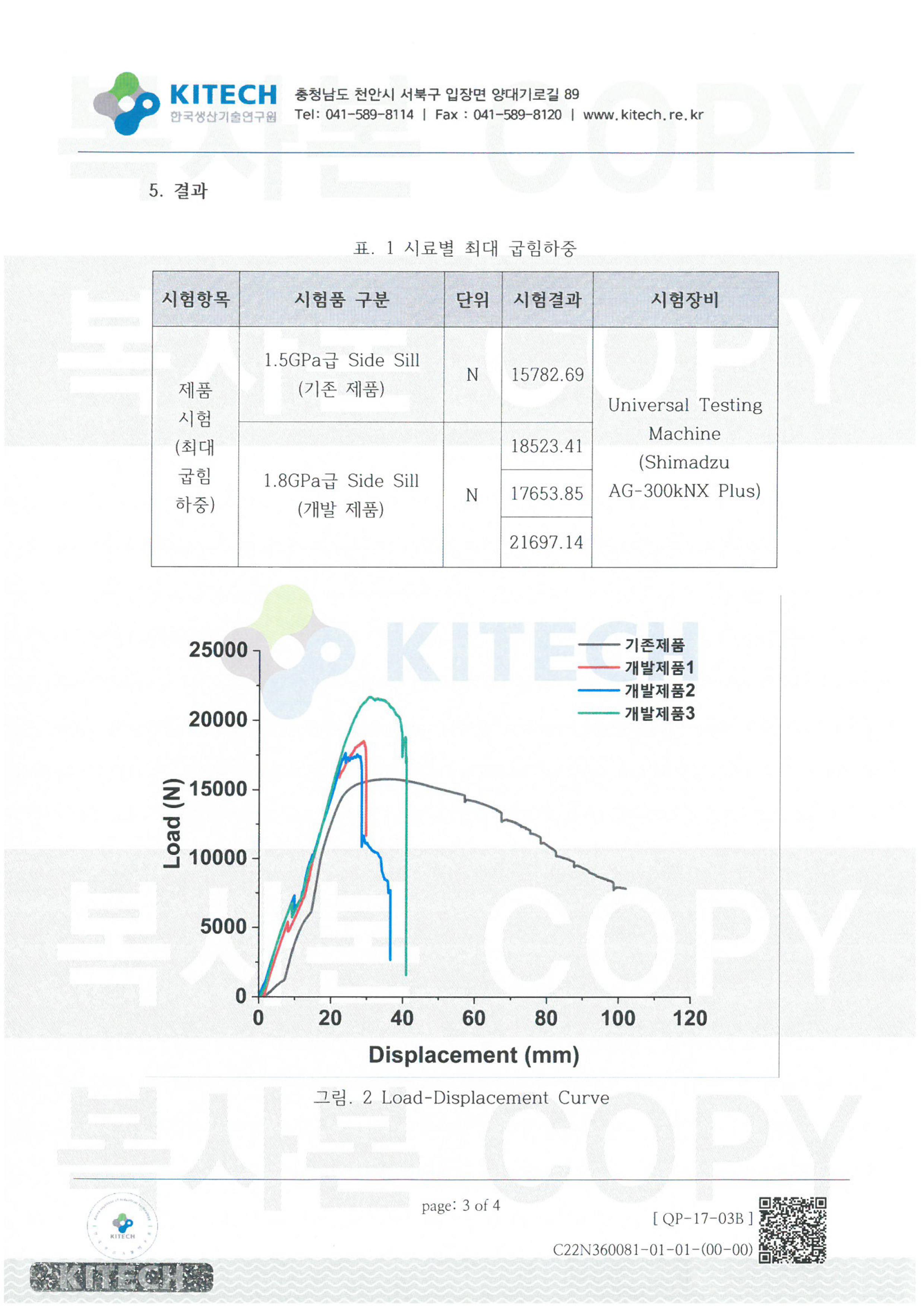
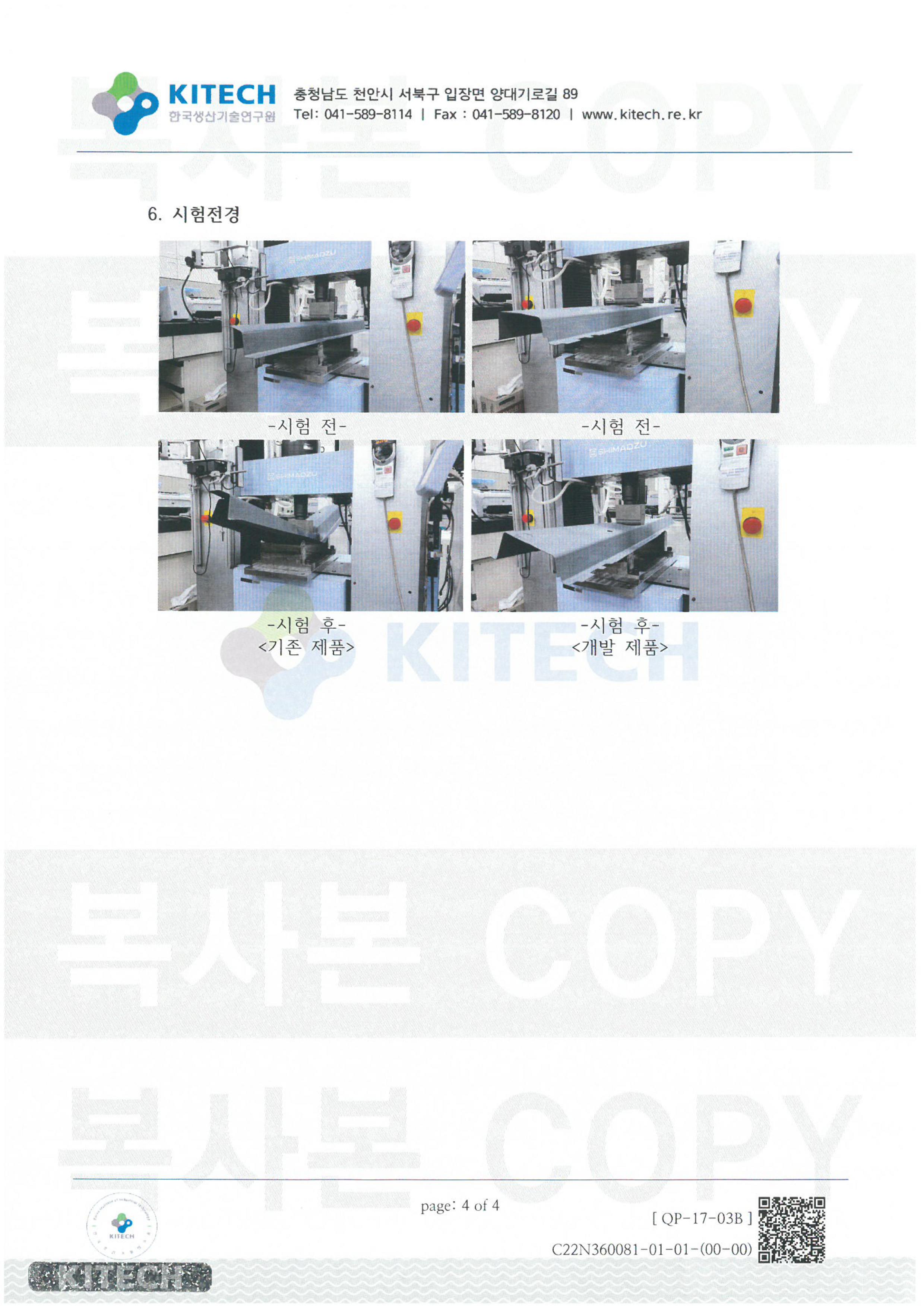
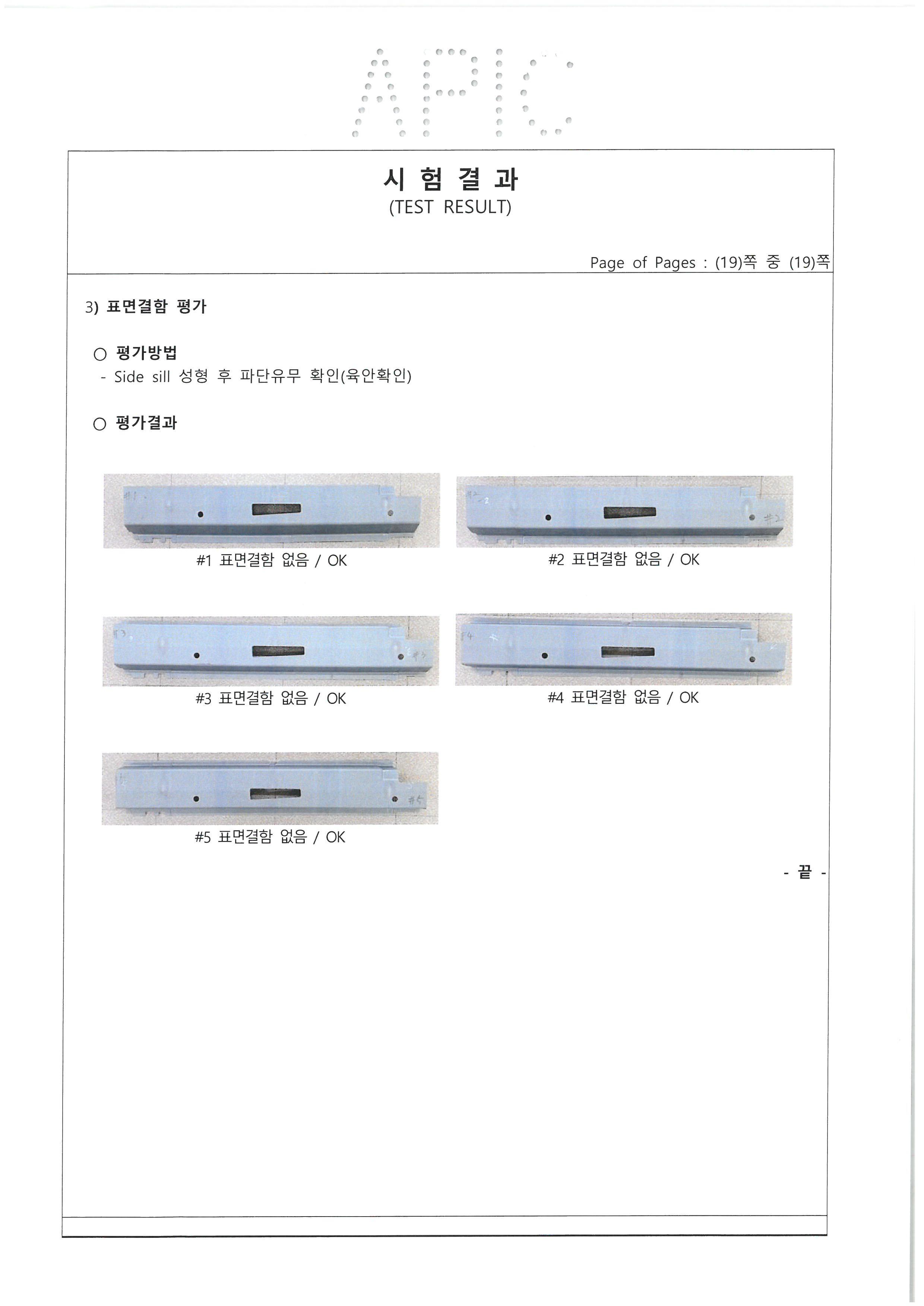
1) 性能評価(公認成績書)


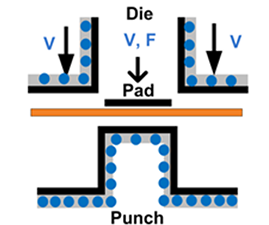
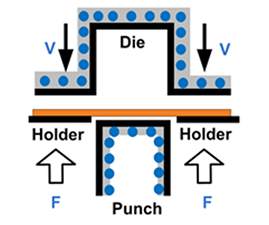
ホットスタンピング部品の高密度熱間ピアシングのための
超高圧シリンダーモジュール統合複合金型技術開発

 開発製品対象
開発製品対象RF FW FRT SI
1) Piercingモジュールの構造化
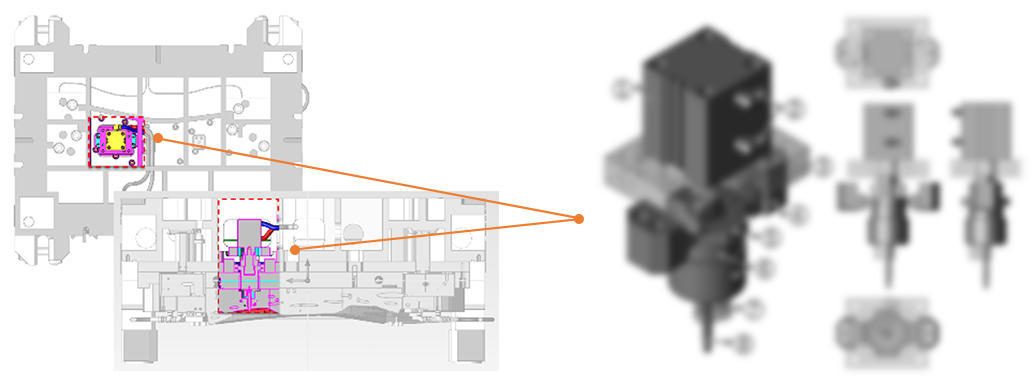
2) 最適構造の金型製作
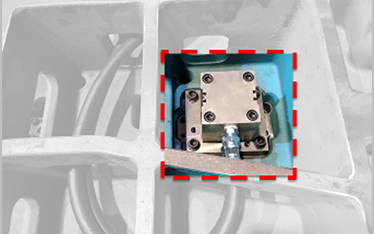


3) 熱間Piercing試作品製作
| 素材の厚み | 1.2t |
|---|---|
| 素材の加熱温度 加熱時間) |
960℃(5min) |
| 冷却方式 | 金型内部冷却水循環方式 (22℃) |
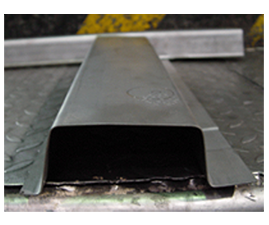
| 既存製品Blank | 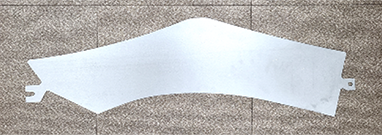  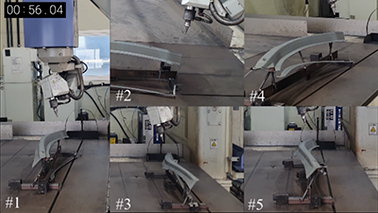 |
| 開発NNS-Blank Line | 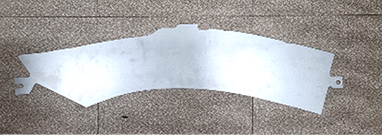 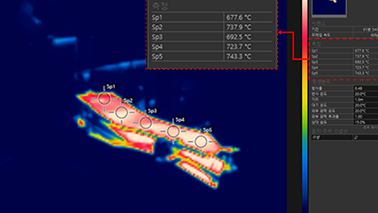 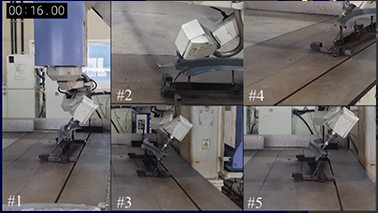 |
4) 性能評価






5) 特許出願
ホットスタンピング部品の高密度熱間ピアシングのためのシリンダーモジュール統合複合金型
10-2021-0054692 (21-04-28)

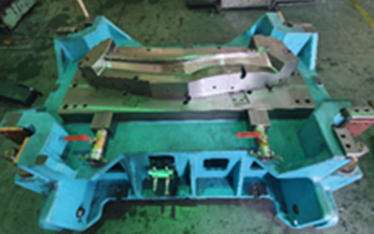
アルミニウム高密度Hybrid-Warm Drawing工法を適用した
自動車Inner Door部品開発
-
- 開発製品対象
Al DR INR
-
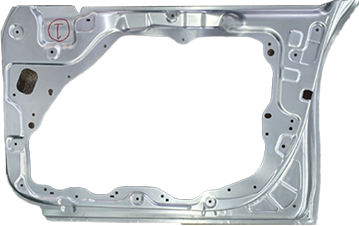
- 最終試作品
-
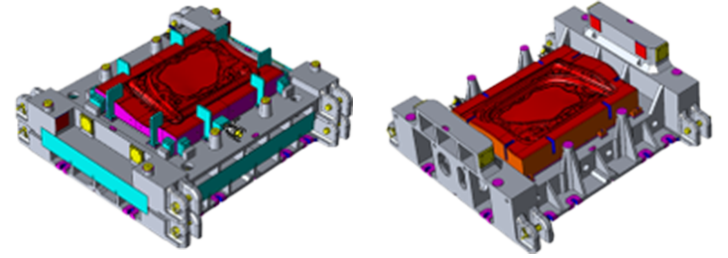
- 3D金型構造設計
-
- 金型製作
| 区分 | 従来の技術 (アルミニウムCold Forming) |
開発技術 (アルミニウムHybrid-Warm Drawing) |
|---|---|---|
| 特徴 |
- アルミニウム板材を冷間で成形 - 常温ではアルミニウムの伸び率が良くないため、単純な形の製品製作のみ可能 - ほとんど成形量が少ないForm成形 |
- アルミニウム板材を高温に加熱した後、金型に移送して成形 - Warm温度 (200〜400℃) 程度で成形することでアルミニウムの物性低下が発生しない - Form成形だけでなく、成形量が多いDrawing成形がすべて可能 |
| 長所 |
- 価格が安い - 金型構造が単純 |
- 複雑な形状の成形が可能 - 金型冷却で変形後、制御が容易 |
| 短所 | - 複雑な形状の成形は不可能 - スプリングバックの制御が困難 |
- 価格がやや高価 - 金型構造がやや複雑 |
| 適用 | - 一般大衆車 | - 高級車、高性能車、ハイブリッド車、電気自動車、燃料電池自動車、チューニング車など |
| 工程 模式図 -------- 事例 |
  |
  |
| 区分 | 従来の技術 (アルミニウムCold Forming) |
|---|---|
| 特徴 |
- アルミニウム板材を冷間で成形 - 常温ではアルミニウムの伸び率が良くないため、 単純な形の製品製作のみ可能 - ほとんど成形量が少ないForm成形 |
| 長所 |
- 価格が安い - 金型構造が単純 |
| 短所 | - 複雑な形状の成形は不可能 - スプリングバックの制御が困難 |
| 適用 | - 一般大衆車 |
| 工程 模式図 -------- 事例 |
|
| 区分 | 開発技術 (アルミニウムHybrid-Warm Drawing) |
| 特徴 |
- アルミニウム板材を高温に加熱した後、金型に移送して成形 - Warm温度 (200〜400℃) 程度で成形することで アルミニウムの物性低下が発生しない - Form成形だけでなく、成形量が多いDrawing成形がすべて可能 |
| 長所 |
- 複雑な形状の成形が可能 - 金型冷却で変形後、制御が容易 |
| 短所 |
- 価格がやや高価 - 金型構造がやや複雑 |
| 適用 | - 高級車、高性能車、ハイブリッド車、 電気自動車、燃料電池自動車、チューニング車など |
| 工程 模式図 -------- 事例 |
|
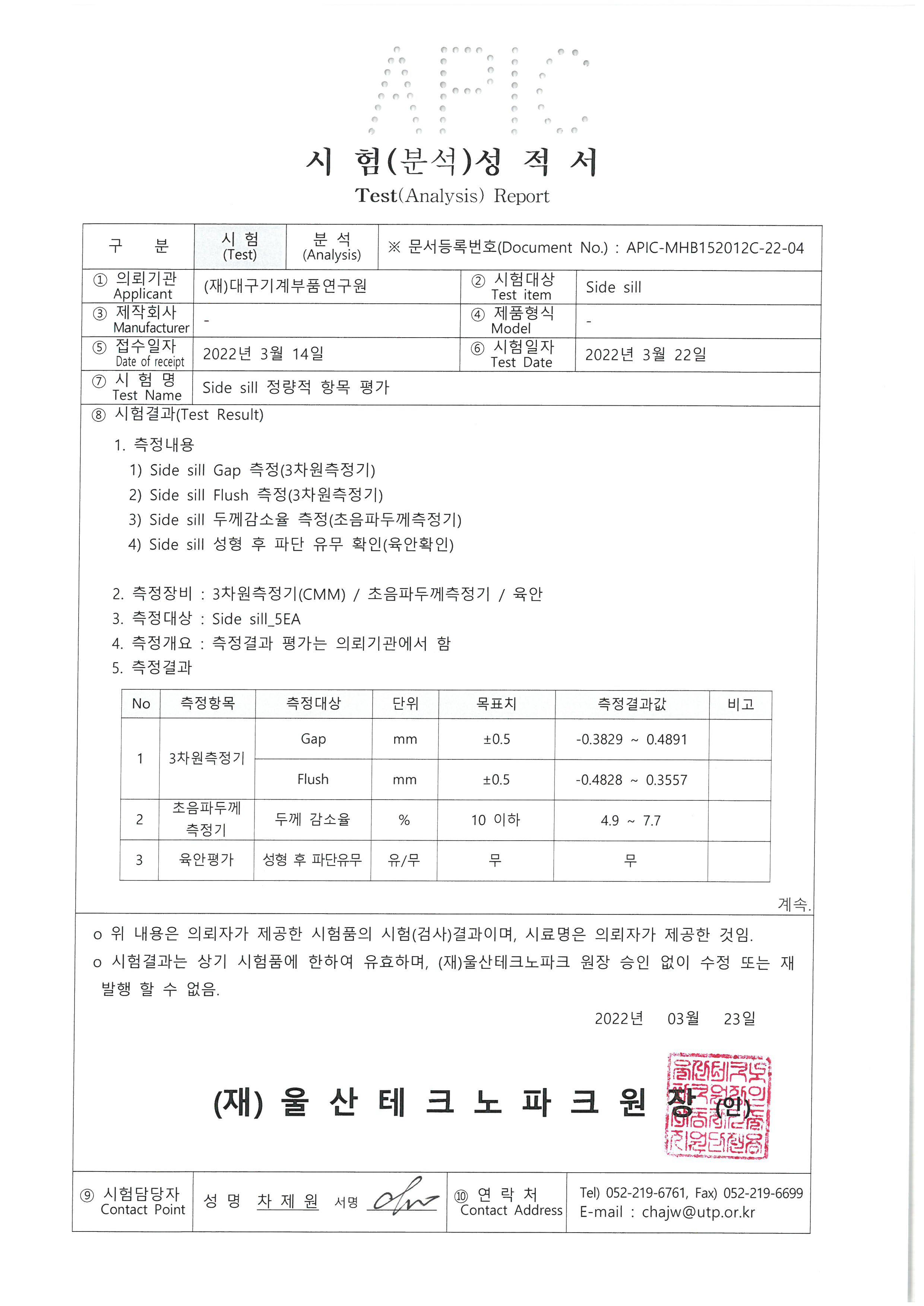
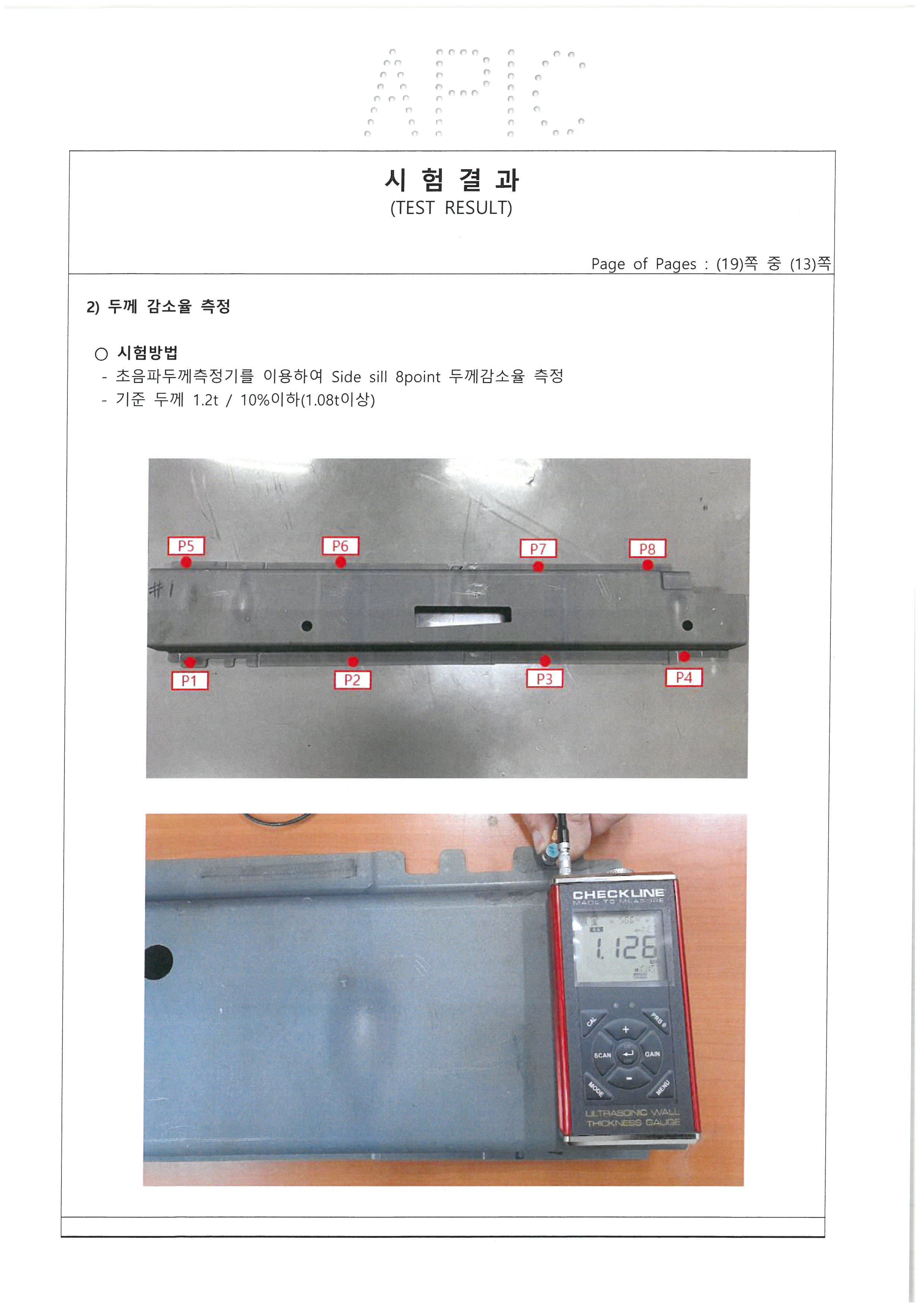
2) 性能評価(公認成績書)




3) 論文発表

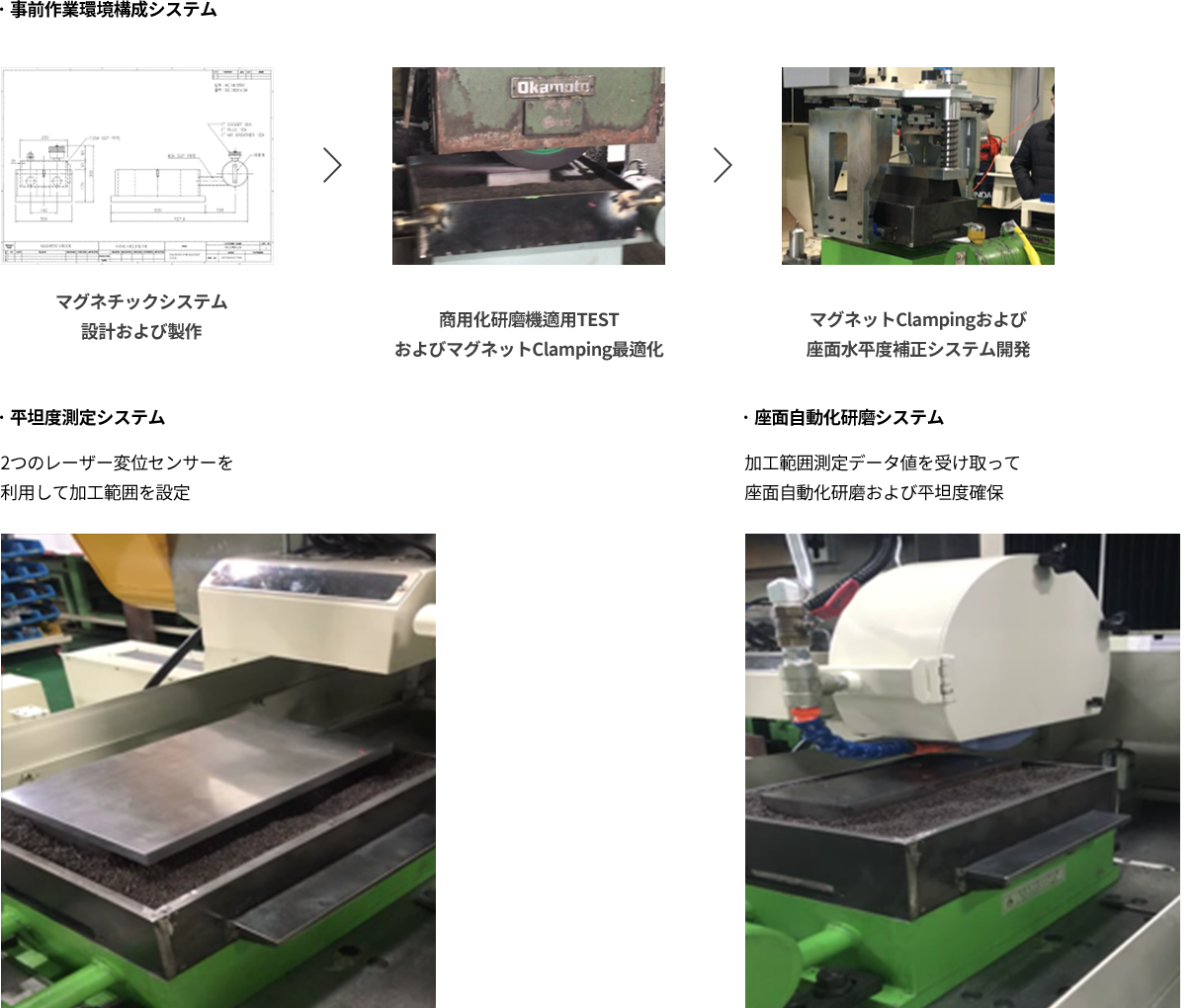
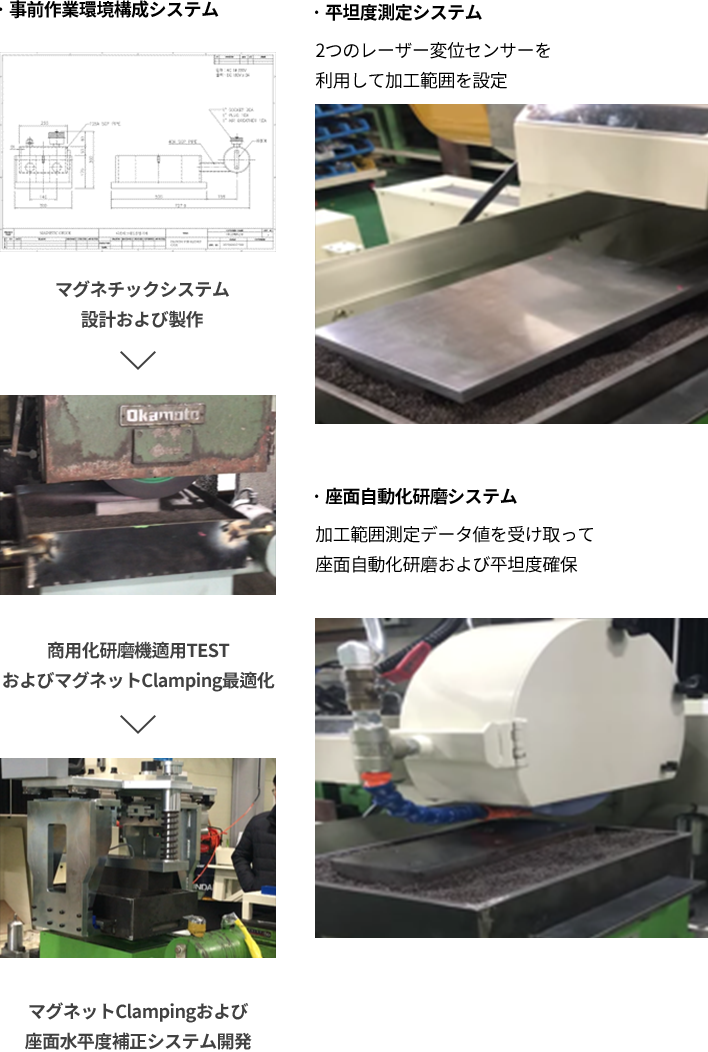
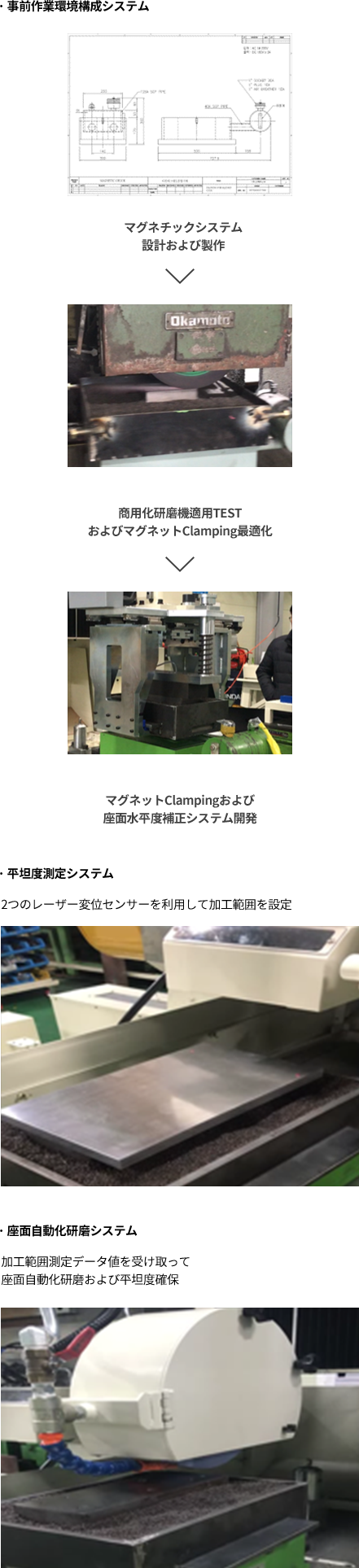
熱処理後、Insert Steel座面自動化研磨装置の開発
1) プレス金型工程
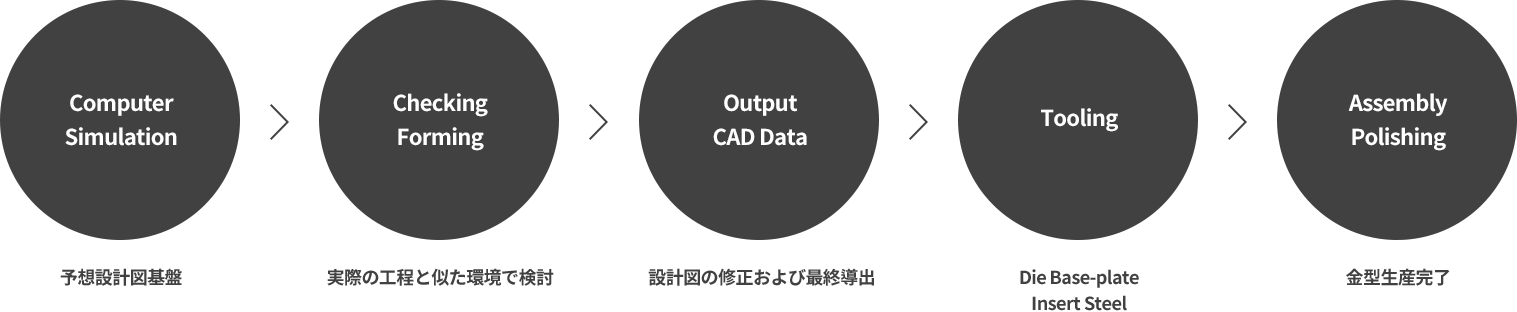
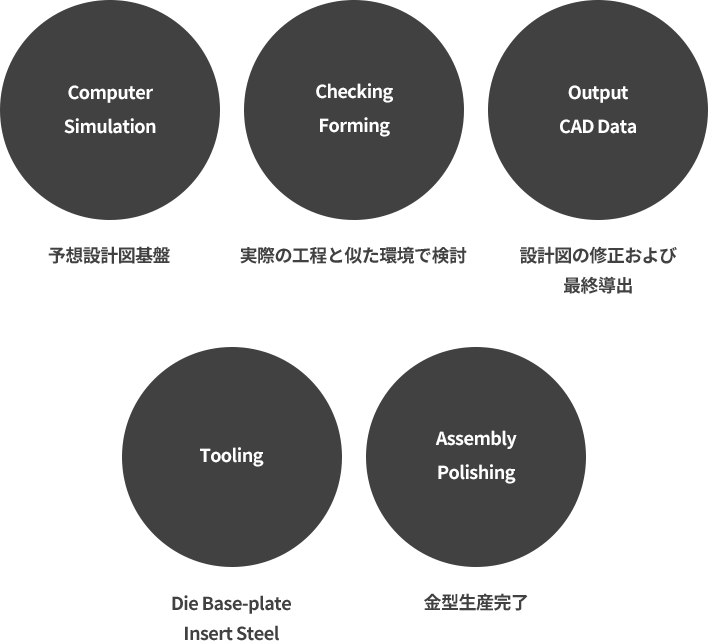
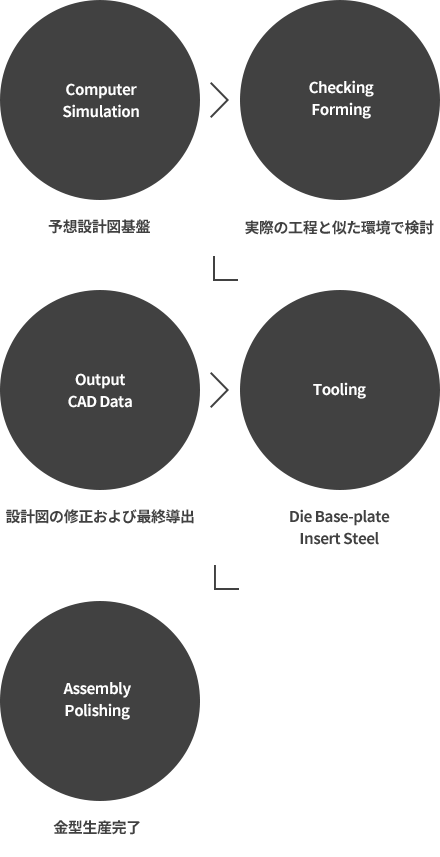

2) 既存のInsert Steel座面研磨加工

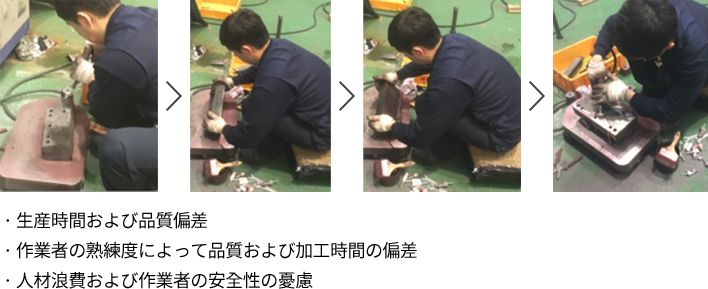

3) 開発内容